
Fiber Laser bruker optisk fiber for å lage laserstrålen. Sjeldne jordmetaller som erbium, ytterbium, neodym, dysprosium, praseodym, thulium og holmium brukes for å gi riktige bølgelengder.
Bølgelengden er 1064 nanometer på vår laser.
MOPA: Master Oscillator Power Amplifier.
Denne teknikken gjør det mulig å lage laserpulser fra 1 til 4000kHz.
(Q-switched kan bare gi pulser fra 1 til 500 kHz.)
Og man kan endre pulsbredden. Dette gjør at man endrer energien som overføres til materialet man arbeider med. Sammen med hastighet, frekvens, pulsbredde, effekt, mønster osv. Så kan man få frem forskjellige farger, graveringsdybde og slike ting.

Galvo hode
Den optiske fiberen går inn i Galvo hodet som har speil for å bevege strålen over arbeidsstykket.

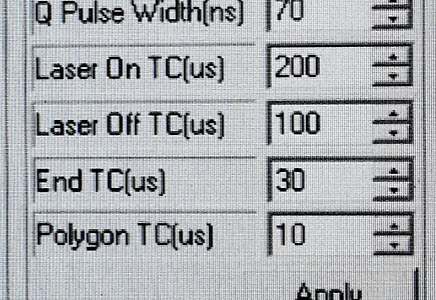
Speilene bruker litt tid på å komme i posisjon. Dette styres av disse parameterne
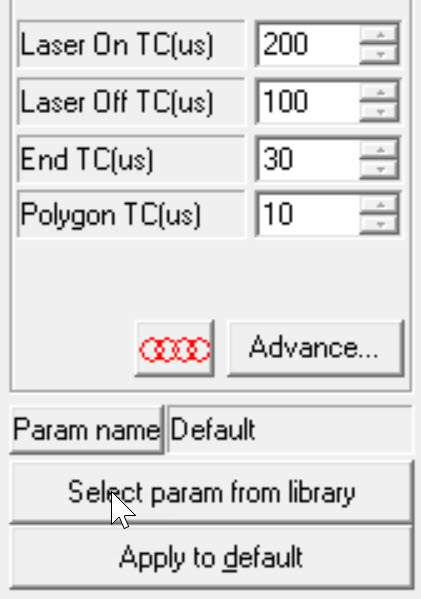
Verdier er ventetiden slik at speilene kommer i posisjon.
Laser On TC(us). Den kan gjerne være et negativt tall. -200 til -400.
Verdiene er avhengige av Galvo hodet og laserkilden og må trimmes inn.
Får man skygger kan man prøve å sette End TC til 30. Polygon TC til 10.
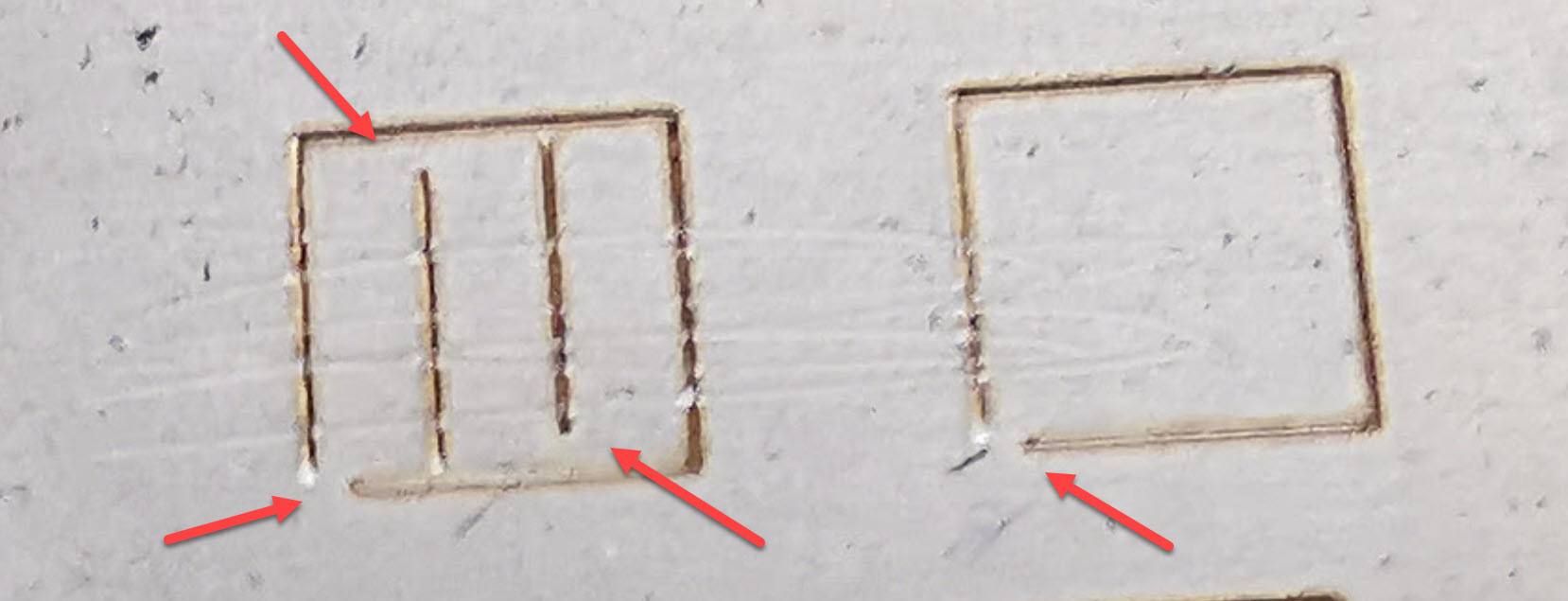
Hvis hjørner er avrundet. Mangler merking/smelting ved start og slutt må noe endres.
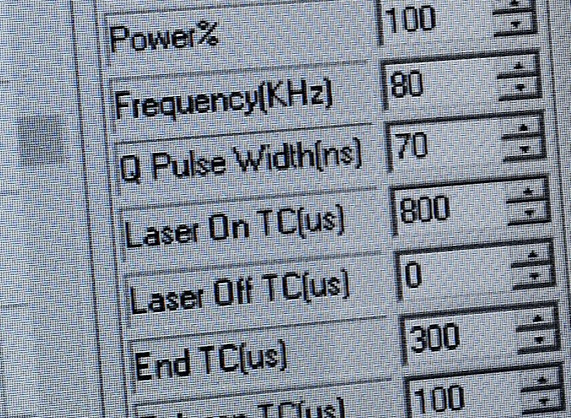

Frequency: Hvor raskt laserpulser skytes ut.
Q pulse Width: Hvor lenge pulsen skal vare i mikrosekunder.
Start TC: Når Galvo hodet mottar en kommando, må speilene endre vinkel. Det tar tid å akselerere speilene og laseren kan derfor gi innbrenning før hastigheten har kommet opp. For å unngå dette legger man inn en forsinkelse for når laserstrålen skal starte. Hvis forsinkelsen er for stor får man gap i linjene som vist over. Man kan også legge inn negativt tall slik at strålen starter før speilet beveger seg.
Laser Off TC: Forsinkelse etter at laseren er har market ei linje. Riktig innstilling fjerner innbrenning på slutten av en syklus. Man kan ikke sette lavere verdier enn 0.
End TC: The End TC parameter is used to control how long the software will wait at the end of a series of vectors. The wait is required because the software is always «ahead» of the hardware and must wait for the hardware to catch up. This delay applies to the end of all vectors in which the laser is to be turned off after execution.
Polygon TC: the Polygon TC parameter is used to control how long the software will wait at vector connection points. The wait is required due to the lag time between the software/DAC position and the actual hardware/mirror position. This timer applies to all vectors whose endpoint is also the start point of the next vector (polygon connection points). In other words, this timer
applies to end of all vectors in a series of connected vectors, except for the last one (the end of last one is controlled by the End TC parameter). The three connected points in a square or the intermediate connection points in a polyline circle are examples of points the Polygon TC parameter can effect. The starting point of the square is controlled by Start TC parameter. The
last corner of the square is controlled with the End TC timer.
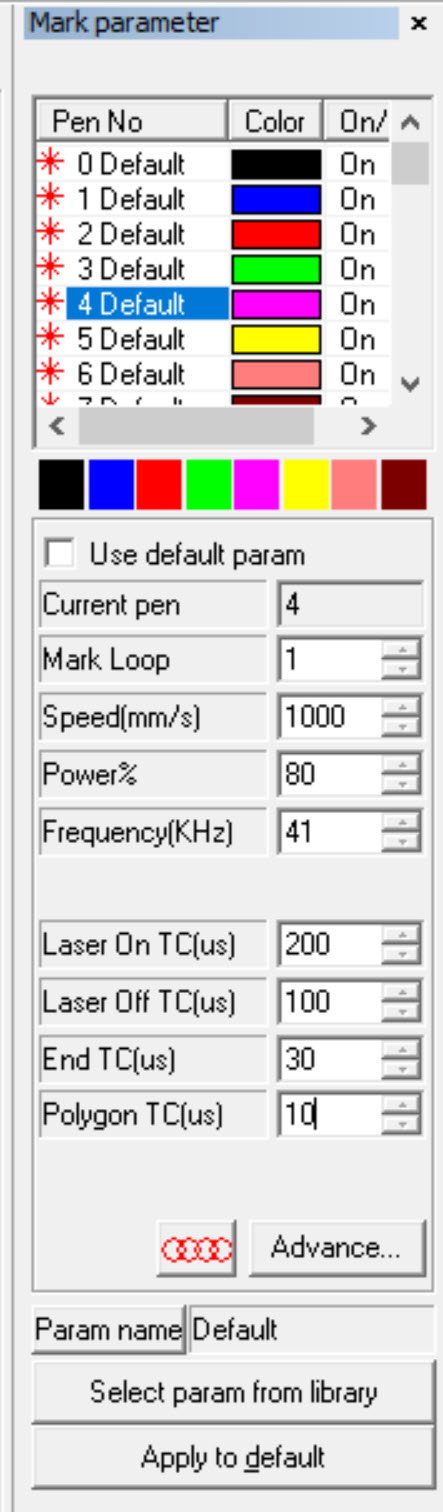
Penner
Hver penn kan gis farge. Man velger hvilket objekt som skal bruke hvilken penn. Og så stiller man inn hastighet, effekt osv.
Litt som hvilket verktøy man velger til en CNC maskin. Om man skal borre, frese osv.



Kilder:
Difference between MOPA and Q-switched fiber laser marking machine (triumphlaser.com)
fibre laser arrives… let the games begin – Dr Terrible’s House of Bloggable (wordpress.com)
Finne fokusavstand